 English
English русский
русский 中文简体
中文简体Новости отрасли
ГЛАВНАЯ / Новости / Новости отрасли / Фрезы для деревообработки: невидимый художник точного мастерства

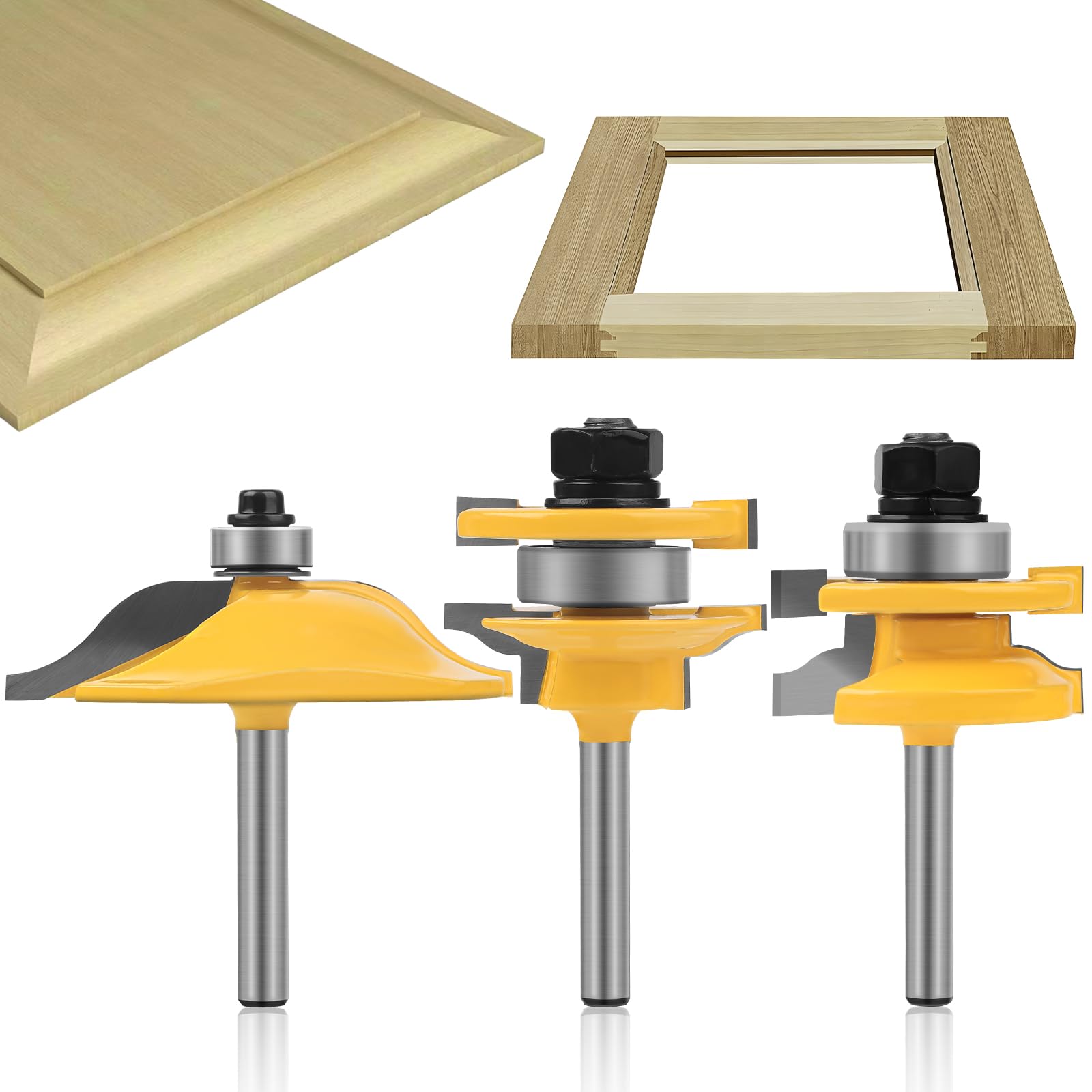
Фрезы для деревообработки являются основным режущим инструментом деревообрабатывающего оборудования. Вращаясь на высокой скорости, их острые края вырезают, бороздят и отделывают деревянные поверхности с чрезвычайной точностью. По сути, это сменные режущие головки, которые превращают дизайнерские чертежи в трехмерные деревянные творения. От столярных изделий до декоративных молдингов — каждая деталь зависит от точного контроля этого «формовщика по дереву».
Фрезы приводятся в движение двигателями, которые вращают шпиндель со скоростью, часто превышающей 20 000 об/мин. С точностью на микроуровне острые режущие кромки удаляют древесные волокна в ходе плавного процесса, состоящего из трех ключевых действий:
1. Резка – Кромка проникает в волокна древесины, образуя нужный контур.
2. Удаление чипа – Спиральные канавки быстро и эффективно выводят опилки.
3. Формирование – Управляемые траектории инструмента создают сложные поверхности с высокой точностью.
Весь этот процесс напоминает трехмерную лепку, где траектория сверла напрямую определяет точность и плавность готового изделия.
| Тип | Типичная форма фрезы | Основное приложение |
|---|---|---|
| Прямой бит | Цилиндрическая прямая кромка | Проточка канавок, растачивание, квадратные разрезы |
| Обрезной бит | Колесо с подшипниковой направляющей | Профилирование кромок, копирование шаблонов |
| Закругленный бит | Закругленная режущая кромка | Мебельные уголки, декоративные кромки |
| Столярные Биты | Специализированные профили | Шиповые и врезные столярные изделия |
| Край/молдинг бит | Многокривые профили | Резьба, полые узоры, художественное оформление. |
Различные типы фрез определяют эффект резания и область применения, поэтому выбор является первым ключевым фактором в проектах по деревообработке.
Преимущества: Износостойкость в 3–5 раз выше, подходит для лиственных пород и ламинированных плит.
Мастерство: Наконечники из карбида вольфрама припаяны к стальному корпусу, обеспечивая баланс между твердостью и прочностью.
Долговечность: Обеспечивает 50 часов непрерывной работы с поддержкой нескольких циклов заточки.
Ограничения: Склонен к нагреву и затуплению во время непрерывной резки; подходит только для хвойных пород.
Расходы: Более низкая первоначальная цена, но частая замена приводит к более высоким долгосрочным затратам.
Тестовые данные: При резке дуба сверла с твердосплавными напайками прослужили до 120 минут до значительного износа, тогда как сверла из быстрорежущей стали показали явное затупление уже через 35 минут.
1.Универсальность
Может использоваться для обработки канавок, обрезки, снятия фасок, резьбы, столярных работ и многих других деревообрабатывающих операций.
Различные типы бит позволяют выполнять декоративное профилирование, структурную обработку и точную резьбу.
2. Высокая точность
Обеспечивает чистые линии реза и аккуратные края, что делает его идеальным для точной обработки древесины и производства мебели.
3. Совместимость материалов
Подходит для массивной древесины, фанеры, МДФ, композитных панелей и даже некоторых пластиков и акрила.
4. Повышение эффективности
В сочетании с высокоскоростными электроинструментами скорость резания значительно увеличивается, что значительно повышает производительность.
5.Многоразовое использование
Большинство насадок с твердосплавными напайками можно профессионально заточить, что продлевает срок службы и снижает долгосрочные затраты.
1. Более высокая первоначальная стоимость
Сверла с твердосплавными напайками стоят дороже по сравнению с обычными фрезами и требуют больших первоначальных инвестиций.
2.Высокие требования к оборудованию
Должен быть сопряжен с фрезерными станками или станками с ЧПУ подходящей мощности и скорости, в противном случае может возникнуть ухудшение производительности резки или повреждение инструмента.
3. Строгие потребности в обслуживании
Тупые биты необходимо немедленно затачивать или заменять, чтобы избежать подгорания, сколов или даже опасной отдачи.
4.Высокие требования безопасности
При высоких скоростях вращения неправильная установка или неправильное направление подачи могут привести к повреждению заготовок или травме оператора.
5. Требуется квалифицированная работа
Различные типы долот и материалы требуют различной скорости подачи и глубины резания, поэтому для достижения наилучших результатов требуются опытные операторы.
1.Соответствие задаче резки
Используйте прямые насадки для прорезания канавок, насадки для формирования кромок для обрезки и формовочные насадки для декоративной резьбы.
2. Подтвердите совместимость хвостовика
Обычные размеры хвостовика включают 6 мм, 8 мм и 12 мм, которые должны точно соответствовать цанге фрезерного станка.
Совет: Для точного измерения внутреннего диаметра цанги используйте штангенциркуль.
3. Выберите правильную режущую кромку для материала.
Меньшее количество зубьев (2–4) для твердых пород древесины для улучшения удаления стружки.
Больше зубьев (6–8) для ламинированных плит для получения более гладкой поверхности.
4. Контрольный список для определения качества
Край: Твердосплавные наконечники должны быть припаяны бесшовно, без пор и трещин.
Баланс: Бита должна вращаться плавно, без вибрации и постороннего шума.
Покрытие: Биты с титановым покрытием могут продлить срок службы до 20%.
| Приложение | Рекомендуемые характеристики бита |
|---|---|
| Тонкая резьба | Малый диаметр, многозубый, твердосплавный материал |
| Высокоскоростная обработка канавок | Большой диаметр, меньшее количество зубьев, прямая насадка |
| Декоративная формовка | Формовочные биты, фасочные биты, закругленные биты |
Рекомендации по установке
Вставляйте хвостовик биты только после отключения питания, убедившись, что цанга захватывает не менее 80% длины хвостовика.
Затяните двумя гаечными ключами (во избежание соскальзывания или вращения). Крутящий момент не должен превышать номинальное значение оборудования.
Операционные методы
Направление подачи: Двигайте сверло против волокон (см. рис. 1), чтобы избежать вырыва вдоль волокон древесины.
Предотвращение следов ожогов:
Контролируйте скорость подачи (рекомендуется 0,5–2 метра в минуту).
Используйте поэтапную резку, при этом за каждый проход снимайте не более 3 мм материала.
Предотвращение сколов кромок:
Применяйте защитную ленту при обработке торцевых волокон.
Для ламинированных досок режьте от поверхности ламината к подложке.
| Шаг | Ключевые моменты работы |
|---|---|
| Очистка | Для удаления остатков смолы используйте щетку с жесткой щетиной и специальный растворитель. |
| Антикоррозийный | Нанесите легкое машинное масло; избегайте агрессивных чистящих средств. |
| Хранилище | Подвешивайте биты по отдельности на стойке, чтобы предотвратить столкновение краев. |
| Заточка | Проверяйте режущие кромки через каждые 8 часов использования; если затупился, отправьте на профессиональную заточку. |
С появлением мебели на заказ, решений для умного дома и точной обработки древесины спрос на фрезы для деревообработки продолжает расти. Будущие тенденции отрасли будут сосредоточены на:
Более износостойкие режущие материалы.
Более широкий выбор специализированных формовочных долот.
Более безопасные и интеллектуальные методы установки и применения.
Ожидается, что фрезы будут играть еще большую роль в повышении эффективности производства и качества продукции, став важным инструментом в современной цепочке деревообрабатывающей промышленности.


Промышленная зона, посёлок Мейронг, город Юэцин, провинция Чжэцзян, Китай


+86-0577-62298888
+86-0577-62299999

+86-0577-62295777
+86-0577-62297777
Copyright © Фангда Холдинг Ко., Лтд. All Rights Reserved
