 English
English русский
русский 中文简体
中文简体Новости отрасли
ГЛАВНАЯ / Новости / Новости отрасли / Как круговые лезвия TCT становятся краеугольным камнем промышленной резки

В обработке металлов, производстве древесины и производстве композитных материалов эффективность режущих инструментов действует как двигатель для вождения для качества продукции и производства. Традиционные лопасти из углеродистой стали часто сталкиваются с ограничениями, такими как быстрый прикол и короткий срок службы, которые становятся более очевидными при резке высокопрочных материалов или выполнения точных задач. Напротив, круговые пилы (TCT) вольфрама (TCT) с карбидом (TCT) с их революционной структурой материальной структуры и дизайнерскими инновациями быстро становятся эталоном производительности в промышленном режущем поле.
Прочность на ядра круговых пилы TCT лежит в их точном структурном дизайне:
Blade Body: Изготовленная из специальной сплавной стали с высоким натяжением, обеспечивая превосходную устойчивость к усталости и структурную стабильность, способная выдерживать огромную центробежную силу высокоскоростного вращения.
Стрижка зубов: Их износостойкость превышает высокоскоростную сталь в 5–10 раз в 5–10 раз, достигнутые вольфрамовыми карбидными композитами, достигая твердости над Hra90.
Защитное покрытие: Модели премиум-класса обрабатываются наномасштабными антикоррозионными покрытиями (например, нитрид хрома или алмазоподобным углеродом), уменьшая тепло трения, предотвращение адгезии материала и повышение сопротивления ржавчине.
Такая комбинация прочности и резкости обеспечивает двойные преимущества: сильное, устойчивое к деформации тело и сверхпроверленные карбид. В результате лезвия преуспевают в резании металлов (алюминиевые, медные сплавы), лиственные пород, ламинаты, ПВХ и даже пластики с оболочкой из стекловолокна.
Резконизация производительности в значительной степени зависит от научного дизайна геометрии зубов. Основные профили включают:
| Зуб дизайн | Приложение | Ключевое преимущество |
| Плоский верх (фут) | Перекрестное дерево, доски частиц | Плавные порезы, края без чипов |
| Альтернативный верхний коник (ATB) | Фанера, виноконные панели | Резкий вход, уменьшение разрыва |
| Triple Chip Grind (TCG) | Ламинаты, неруховые металлы | Плавное удаление чипа, анти-грипп |
| Высокий атб | Паркетная древесина, дрова | Воздействие сопротивления, продолжительная продолжительность жизни |
Количество зубов также определяет эффективность и качество отделки:
Низкое количество зубов (24–40): Глубокие, быстрые порезы с высоким удалением чипа, идеально подходят для грубой работы и мягких материалов.
Среднее количество зубов (60–80): Универсальный баланс между скоростью и поверхностной отделкой.
Высокий уровень зубов (90–120): Ультра-препаратные порезы с зеркальными поверхностями, идеально подходящие для декоративных материалов и тонкостенных металлов.
Лезвия TCT достигают стабильной высокоскоростной резки через три основных технологии:
1. Строительный дизайн помощи: Слоты расширения лазерного вырезания высвобождают внутреннее напряжение, уменьшая тепловую деформацию.
2. Датирование и снижение шума: Специальные вибрационные слоты или участки поглощают гармонические колебания, снижая шум до 40%.
3. Хидинамическая баланс: Каждое лезвие откалибровано до точности G2.5 или выше, обеспечивая плавную работу выше 8000 об / мин.
Тесты показывают, что оптимизированные лопасти TCT улучшают контроль вибрации более чем на 50% по сравнению с обычными продуктами, что значительно снижает риски для скопления краев, вызванные дрожьем материала во время резки.
Стандартизированные эксплуатационные процедуры как основание обеспечения безопасности:
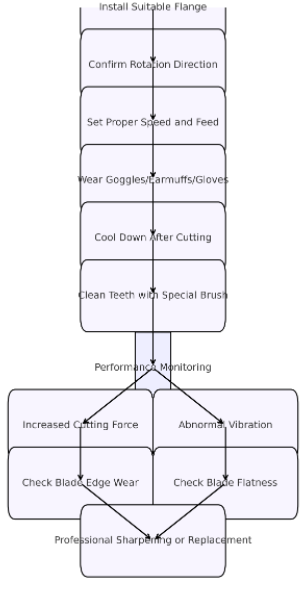
Обычное обслуживание: Регулярно чистите остатки с помощью очистки смолы, чтобы предотвратить карбонизированное наращивание, которое снижает эффективность резки.
Индикаторы износа: Если шероховатость поверхности внезапно увеличивается, появляются необычные запахи, или время резки увеличивается на 30%, требуется заточка.
Профессиональная заточка: Максимальное пособие по шлифованию на зуб карбида составляет 0,3 мм, а общий общий диапазон ограничивает три раза.
Безопасная утилизация: Немедленная замена необходима, если корпус лезвия деформируется, трещины зубных сидений или последовательный разрыв зубов.
Храните лезвия, висящие или лежащие в сухой среде. Избегайте давления на укладку, чтобы предотвратить деформацию. Используйте амортизирующие материалы для защиты контактных поверхностей.
Правильная установка:
Убедитесь, что лезвие не повреждено, свободна от трещин или отсутствующих зубов.
Подтвердите правильное направление вращения и надежно затяните гайку Стинбор.
Совместите скорость пилы со спецификациями лезвия.
Когда заточить или заменить:
Значительное снижение эффективности резки.
Сильный износ на поверхности лезвия или края зуба.
Ненормальный шум или вибрация во время резки.
Советы по безопасности:
Всегда носите очки и защитные перчатки.
Избегайте рисков перелома во время высокоскоростной резки.
Правильно утилизируйте сломанные лезвия, чтобы предотвратить травмы.
Хранение и техническое обслуживание
Лезвия TCT должны храниться в сухих, затененных участках вдали от коррозионных жидкостей для предотвращения окисления. Избегайте воздействия и регулярно чистить зубы, чтобы поддерживать резкость. Нанесение ржазового масла еще больше продлевает срок лезвия.
| Требование хранения | Метод обслуживания |
| Сухой и вентилируется | Предотвратить ржавчину от влаги |
| Затенен и амортирован | Избегайте деформации или столкновений |
| Регулярная уборка | Снимите резкий мусор, нанесите защищенное от ржавчины масло |
Универсальная адаптивность: Один лезвие подходит для нескольких применений - металла, дерева и композитов.
Долгосрочная производительность: Срок службы превышает срок службы стандартных стальных лезвий более чем на пять раз, сокращая время простоя.
Качество точного резки: Высокая плотность зубов обеспечивает ближнюю отделку, устраняя вторичную полировку.
Высокоскоростная способность: Поддерживает работу 8 000–12000 об / мин, ускоряя эффективность производства.
Безопасность и эффективность затрат: Проектирование анти-чистка снижает риски, в то время как долгая жизнь снижает затраты на материалы.
Поскольку передовое производство все больше требует точности и эффективности, круглые пилы TCT превратились из одноцелевого инструмента в основной компонент интеллектуальных производственных линий. Слияние материальной науки, динамики жидкости и точной инженерии переопределяет границы промышленной резки - ускоряющий поток продукта, создавая технологическую гарантию для качества и безопасности при каждом вращении. .


Промышленная зона, посёлок Мейронг, город Юэцин, провинция Чжэцзян, Китай


+86-0577-62298888
+86-0577-62299999

+86-0577-62295777
+86-0577-62297777
Copyright © Фангда Холдинг Ко., Лтд. All Rights Reserved
